目前市場上以單焊頭超音波焊接機(jī)為主,但是單焊頭存在占用場地,效率低等缺點(diǎn),所以上海津信為客戶推出了以臺(tái)達(dá)10MC11T和ASD-A2-0421-M型伺服驅(qū)動(dòng)器為主開發(fā)的4焊頭超音波焊接機(jī)。
一、基本要求
該項(xiàng)目中超音波焊接機(jī)要求完成單焊頭(3軸)或多焊頭組合的快速定位,我們采用臺(tái)達(dá)10MC11T、DOP-B10S411型觸摸屏和ASD-A2-0421-M型伺服驅(qū)動(dòng)器來完成。經(jīng)實(shí)踐檢驗(yàn),效果相當(dāng)理想。
二、超音波焊接機(jī)工作原理簡圖
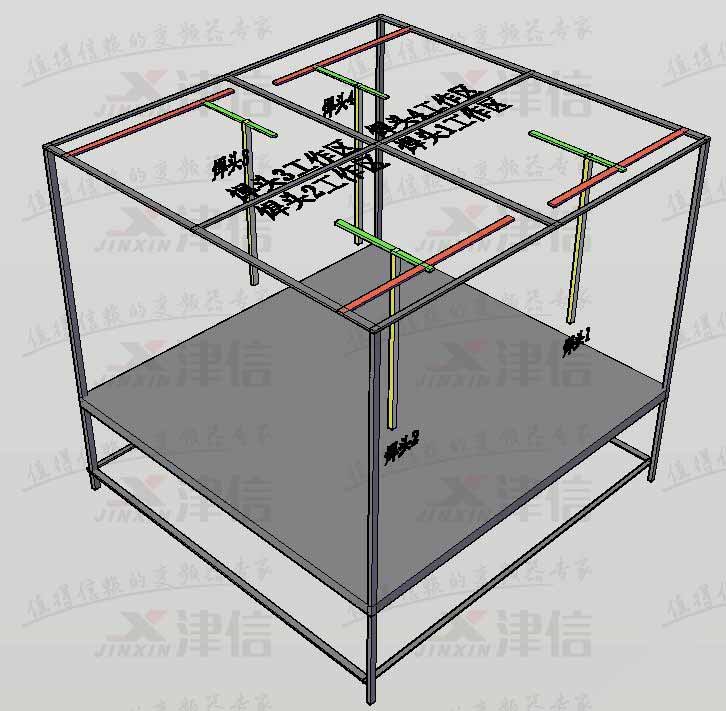
本方案針對(duì)多焊點(diǎn)塑料焊接設(shè)計(jì)。整套設(shè)備都由10MC控制,每個(gè)焊頭由3套A2伺服驅(qū)動(dòng)器組合完成,實(shí)現(xiàn)空間上的X-Y-Z 3軸動(dòng)作。,可以單焊頭或多焊頭組合,并且按照配方所規(guī)劃的路徑運(yùn)動(dòng)。
三、10MC功能
10MC11T是一個(gè)多功能控制器,其內(nèi)部包含標(biāo)準(zhǔn)PLC模塊和MC運(yùn)動(dòng)控制模塊,PLC模塊功能與臺(tái)達(dá)PLC主機(jī)相似,首先介紹MC運(yùn)動(dòng)控制模塊的主要功能:
1) 通過高速總線CANOPEN可控制高達(dá)16實(shí)軸及最高18個(gè)虛軸,包含齒輪,凸輪以及旋切,飛剪等應(yīng)用功能;
2) 內(nèi)部可構(gòu)建虛擬軸及外部編碼器虛主軸;
3) 配備高速浮點(diǎn)運(yùn)算處理器,可勝任各種復(fù)雜運(yùn)動(dòng)控制任務(wù);
4) 強(qiáng)大的現(xiàn)場網(wǎng)絡(luò)支持(devicenet,canopen,profibus-dp),可組建功能復(fù)雜的控制系統(tǒng);
5) 支持運(yùn)動(dòng)控制指令(邏輯指令,單軸運(yùn)動(dòng)指令,多軸運(yùn)動(dòng)指令,典型應(yīng)用指令);
6) 支持G代碼,電子凸輪,電子齒輪;
四、10MC同步信號(hào)方式
同步信號(hào)由10MC 以廣播的方式發(fā)出。伺服驅(qū)動(dòng)器接收到10MC 發(fā)出的控制數(shù)據(jù),這些控制數(shù)據(jù)沒有馬上生效,當(dāng)同步信號(hào)來臨時(shí),控制數(shù)據(jù)同時(shí)生效,以此實(shí)現(xiàn)多臺(tái)伺服的同步。

10MC 接有四臺(tái)伺服驅(qū)動(dòng)器,T 為同步周期。在同步周期內(nèi),四臺(tái)伺服驅(qū)動(dòng)器分別在不同的時(shí)刻(t1、t2、t3、t4)接受到控制數(shù)據(jù),但是控制數(shù)據(jù)并沒有生效。當(dāng)伺服驅(qū)動(dòng)器接收到同步信號(hào)(SYNC),控制數(shù)據(jù)同時(shí)生效。
五、 項(xiàng)目設(shè)計(jì)
根據(jù)設(shè)備工作要求,電氣控制部分需要:
①10MC進(jìn)行整體動(dòng)作控制;
②觸摸屏進(jìn)行設(shè)備操作和參數(shù)調(diào)整;
③12套伺服驅(qū)動(dòng)裝置;
④焊接等輔助設(shè)備。
控制系統(tǒng)框圖如圖所示。
10MC的PLC完成信號(hào)的邏輯處理和MC部分的數(shù)據(jù)交換;MC運(yùn)動(dòng)控制模塊主要通過CANOPEN總線,對(duì)12臺(tái)A2伺服驅(qū)動(dòng)器進(jìn)行精密控制,以完成用戶所期望的速度控制,位置控制等功能。觸摸屏可進(jìn)行焊接機(jī)的各種動(dòng)作操作及伺服電機(jī)各種控制參數(shù)的監(jiān)控和修改。采用RS-232通訊將觸摸屏和10MC連接起來以進(jìn)行設(shè)備的動(dòng)作控制和配方讀寫。
六、10MC運(yùn)動(dòng)控制器程序
1) 10MC中PLC和MC數(shù)據(jù)交換
2) 點(diǎn)動(dòng)速度
七、結(jié)論
使用本文中的項(xiàng)目設(shè)計(jì)及實(shí)現(xiàn)方法,可以在出色完成控制任務(wù)的同時(shí)降低成本,節(jié)約大量時(shí)間,并且可快速適應(yīng)市場需求。
?






